

解决方案
-

智能配电管理系统
针对配电室运行环境现状,在配电室配置配电房综合监控装置,该装置包含环境数据采集单元、环境控制( 温湿度)单元、烟雾监控及一体化智能监控管理平台,实现对配电室的温度、湿度、烟雾等环境信息进行实时采集、处理、上传和预警。
2024-11-21
-

选煤厂集中控制系统
选煤厂集中控制系统主要完成生产过程中所有运行设备的实时监测和自动化控制。通过集中控制系统,及时调整不合理的生产环节和工艺数据,使选煤厂的生产处于产品质量稳定、效率高、能源消耗低的理想状态,提高了选煤厂的经济效益和社会效益。
2024-11-21
-
智能照明
工厂的照明控制关系到生产成本、生产效益。优秀的照明系统不仅可以提供照明控制,而且还可以最大限度的降低用电成本。工厂是用电的大户,节能要着眼细节,照明控制是有效而可行的办法。
采用传统照明控制的厂房,基本停留在使用节能灯或无极灯的节能手段。往往会存在各种问题,例如照度范围不足、灯具不能根据环境而自动判断是否需要开启/关闭照明。这样不但不能体现到节能带来的好处,反而会加大维护成本,并且违背了客户的对照明的需要,影响了生产的效率!
智能照明控制系统,能实现按时控制、多情景模式控制、照度控制、和生产系统联控等,根据环境实时情况而智能判断是否需要开启/关闭照明、使用何种照明方式等。2020-02-06
-
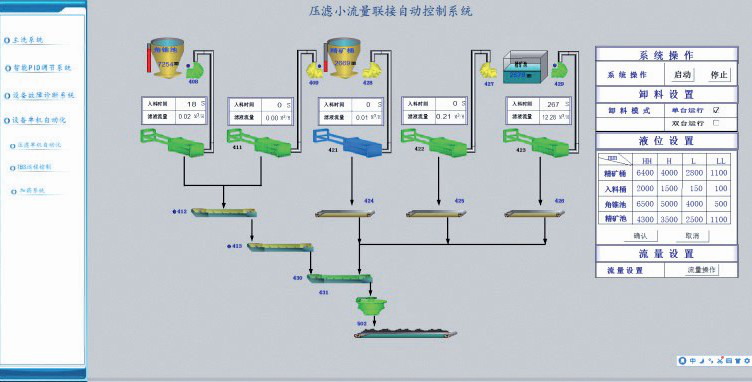
水平衡控制系统和压滤联机一键启动系统
采用自动化控制、传感器技术、网络技术、通讯技术,针对系统的复杂性,利用数值计算法、智能控制法从不同的侧面研究煤泥水系统的动力学模型、分层模型,建立水系统控制策略,组建多级智能控制框架。
煤泥水水平衡系统把选煤生产的各个环节自动连接起来实现煤泥水系统的自动化闭环控制,达到动态水平衡控制,实现煤泥水处理工艺、煤泥水沉降特性与生产过程洗水平衡的完美结合。
完善自动控制思想和各项功能指标,实现选煤厂煤泥水水平衡系统在生产过程中实现水平衡闭路循环自动调节。实现厂洗水闭路循环一级标准。2020-01-13
-
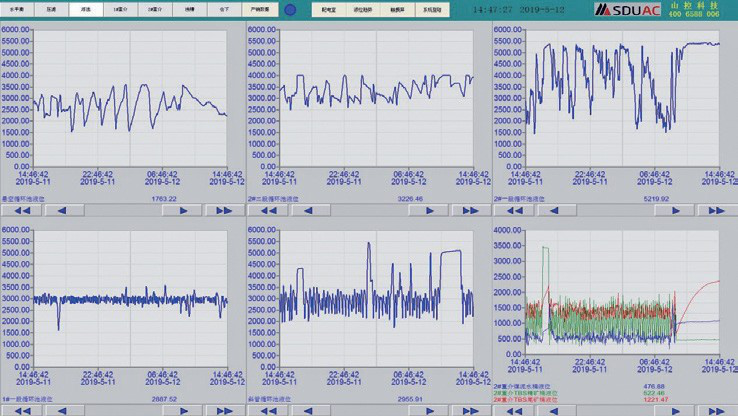
集中控制系统
选煤厂集中控制系统主要完成生产过程中所有运行设备的实时检测和自动化控制。通过集中控制系统,及时调整不合理的生产环节和工艺数据,使选煤厂的生产处于产品质量稳定、效率高、能源消耗低的理想状态,提高了选煤厂的经济效益和社会效益。
2020-01-13
-
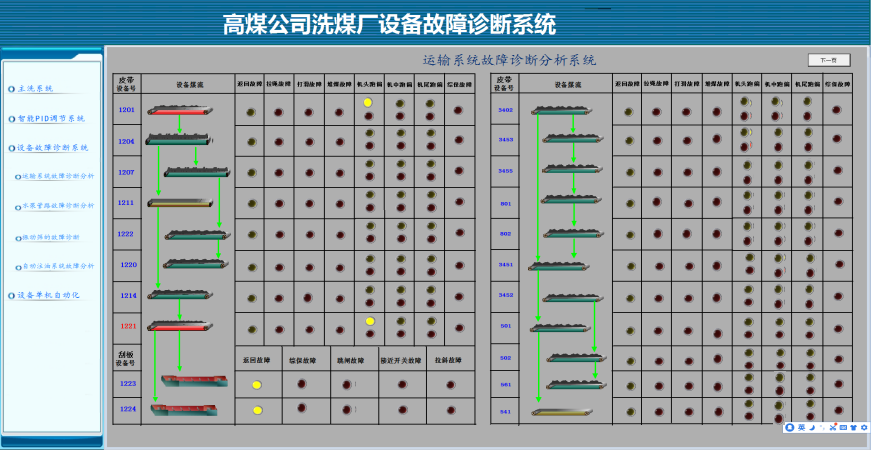
故障诊断系统
利用各种检查和测试方法,发现系统和设备是否存在故障的过程是故障检测;而进一步确定故障所在大致部位的过程是故障定位。
2019-07-23






山东山控信息科技有限公司 版权所有 ©2019 鲁ICP备16002338号-1

关注我们
地址:山东省济南市高新区中国算谷产业园1-5栋
电话:400 658 8006
传真:0531-86908320
邮箱:admin@sduac.com
QQ:54866226
微信:54866226
网址:www.sduac.com
联系我们